
Первый способ ремонта поливинилхлоридного шланга или оболочек — сварка, которая в струе горячего воздуха (при температуре 170—200 °С) производится с применением сварочного пистолета с электрическим подогревом воздуха (рисунок 2) или газовоздушным пистолетом (рисунок 3). Сжатый воздух при этом подводится давлением 0,98-104 Па от компрессора, баллона со сжатым воздухом, переносного блока с ручным насосом.
В качестве присадки при сварке применяется поливинилхлоридный пруток диаметром 4—6 мм.
Перед сваркой места, подлежащие ремонту, необходимо очистить и обезжирить бензином, кабельным ножом вырезать посторонние включения и срезать в местах повреждения шланга выступающие края и задиры.
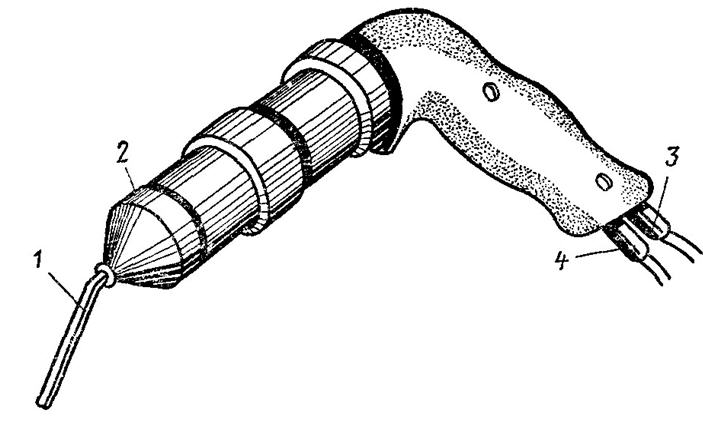
Рисунок 2 – Сварочный пистолет ПС-1 с электрическим подогревом:
1 — сопло для выхода горячего воздуха; 2 — нагревательная воздушная камера; 3 — штуцер для подачи сжатого воздуха; 4 — электропровод
Для ремонта проколов небольших отверстий и раковин место повреждения в шланге или оболочке и конец присадочного прутка прогревают в течение 10—15 с струей горячего воздуха, затем струю отводят, а конец прутка прижимают и приваривают к шлангу в месте разогрева. После охлаждения, убедившись в прочности приварки прутка легким подергиванием его, пруток отрезают.
Для герметизации и выравнивания сварочного шва место ремонта прогревают до появления признаков плавления, после этого к разогретому месту прижимают рукой кусок кабельной бумаги, сложенной в три-четыре слоя. Для надежности операцию повторяют 3—4 раза.
Для ремонта шланга или оболочки, имеющего щели, прорези и вырезы, конец присадочного прутка приваривают к целому месту шланга на расстоянии 1—2 мм от места повреждения.
Убедившись в прочности приварки, направляют струю воздуха так, чтобы одновременно прогревались нижняя часть присадочного прутка и обе стороны прорези или щели. Легким усилием нажимая на пруток, последний укладывают и приваривают вдоль щели или прорези. Приварку прутка заканчивают на целом месте на расстоянии 1—2 мм от повреждения. Затем ножом срезают выступающие поверхности прутка и производят выравнивание сваренного шва.
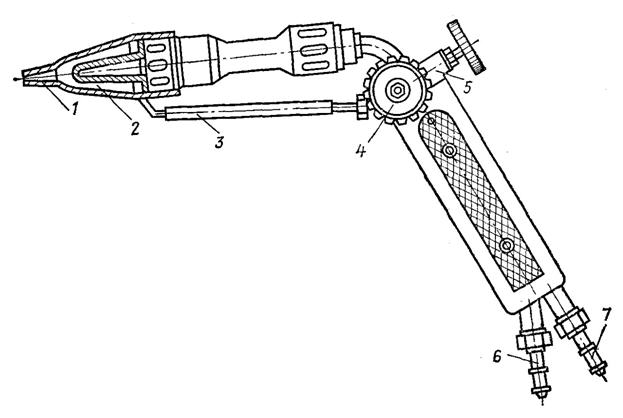
Рисунок 3 – Газовоздушный пистолет:
1 — сопло для выхода горячего воздуха; 2 — нагревательная воздушная камера; 3 —резиновая трубка; 4 — кран для воздуха; 5 — кран для пропан-бутана; 6 — штуцер для подачи сжатого воздуха; 7 — штуцер для подачи пропан-бутана
Разрывы шланга или оболочки ремонтируют с применением поливинилхлоридных заплат или разрезанных манжет.
Заплата изготовляется из пластиката так, чтобы края ее на 1,5— 2 мм перекрывали место разрыва. Заплату по всему периметру приваривают к шлангу, а затем вдоль образовавшегося шва приваривают присадочный пруток, а выступающие поверхности прутка срезают и производят выравнивание шва в месте сварки.
Для ремонта шланга или оболочки с применением разрезной манжеты отрезают кусок поливинилхлоридной трубки на 35—40 мм больше длины поврежденного места, разрезают трубку вдоль и надевают ее на кабель симметрично месту повреждения. Манжету временно закрепляют поливинилхлоридной или миткалевой лентой с шагом 20—25 мм, приваривают конец прутка в месте стыка манжеты со шлангом (оболочкой), а затем укладывают и приваривают пруток вокруг торца манжеты. После приварки обоих торцов манжеты к шлангу (оболочке) снимают ленты временного крепления, приваривают пруток вдоль разреза манжеты, срезают выступающие поверхности прутка и производят окончательное выравнивание всех сварных швов.
По второму способу ремонт поливинилхлоридных шлангов и оболочек кабелей может выполняться с применением эпоксидного компаунда и стеклоленты. Поверхность шланга или оболочки предварительно обрабатывается, как указано выше, и дополнительно на ней создается шероховатость с помощью драчевого напильника. Место повреждения и за его краями на расстоянии 50—60 мм в обе стороны смазывается эпоксидным компаундом К-115 или К-176 с введенным в него отвердителем. По слою эпоксидного компаунда накладываются четыре-пять слоев стеклоленты, каждый из которых также промазывается слоем компаунда.
Временный ремонт шлангов и оболочек в целях предотвращения проникновения влаги под оболочку кабеля, а также для предотвращения вытекания битумного состава из-под шланга разрешается выполнять с помощью липкой поливинилхлоридной ленты с 50 %-ным перекрытием в три слоя с промазкой верхнего слоя поливинилхлоридным лаком № 1. По второму способу временный ремонт выполняется лентой ЛЭТСАР в три слоя с 50 %-ным перекрытием.
- Войдите, чтобы оставлять комментарии