
Характеристика ремонтных работ
В процессе эксплуатации аппаратура релейной защиты и автоматики изнашивается и морально устаревает, т. е. перестает соответствовать современным требованиям. Кроме того, возможны различные повреждения вследствие ненормальных режимов в электрических цепях (короткие замыкания перегрузки), невыявленные ранее заводские дефекты и дефекты монтажа, а также повреждения в результате неправильных действий обслуживающего персонала.
В связи с этим возникает необходимость выполнения ремонтных работ и организации соответствующих служб, обеспечивающих ремонт аппаратуры релейной защиты и автоматики.
Характер ремонтных работ разнообразен. К ним относят: ремонт реле, связанный с изготовлением и заменой отдельных частей и деталей, проверкой релейной аппаратуры; ремонт панелей, при котором приходится выполнять новые отверстия и заделывать старые, а также восстанавливать лакокрасочное покрытие; соединение контрольных кабелей и переразделку их концов; пайку контактных соединений и приклеивание отдельных деталей.
Если ремонт панелей управления защиты и автоматики и контрольных кабелей производят на месте их расположения, то для ремонта аппаратуры релейной защиты и автоматики выделяют специально оборудованные помещения (производственные и вспомогательные), которые должны быть сухими, светлыми, чистыми и отапливаемыми.
Помещение для проверки н регулировки реле должно быть оборудовано стационарными стендами, оснащенными устройствами для плавного регулирования напряжения и тока (постоянного и переменного), а также сдвига фаз переменного тока, измерительными приборами (в том числе и для снятия временных характеристик), кронштейнами, на которых можно удобно и быстро устанавливать реле для проверки, и коммутационными аппаратами, позволяющими быстро собирать необходимую схему для проверки реле. В этом же помещении могут находиться установки для проверки щитовых и лабораторных измерительных приборов.
Материалы, используемые при ремонте
При ремонте аппаратуры релейной защиты и автоматики используют разнообразные конструкционные, электроизоляционные, проводниковые и магнитные материалы, а также лаки, припои с флюсами и клеи. Рассмотрим наиболее распространенные при ремонтных работах обмоточные и монтажные провода, припои, флюсы и клеи.
Обмоточные провода применяют для обмоток электрических аппаратов, приборов и машин и выпускают с эмалевой, волокнистой, стекловолокнистой, эмалеволокнистой и пленочной изоляцией.
Для катушек аппаратов релейной защиты автоматики в основном используют обмоточные провода с эмалевой или волокнистой изоляцией. Провода с эмалевой изоляцией выпускаются диаметром от 0,01 до 2,5 мм преимущественно круглого сечения и характеризуются небольшой толщиной изоляции (сотые доли миллиметра), что имеет большое значение для снижения габаритных размеров моточных изделий: обмоток катушек и рамок реле, обмоток трансформаторов и др.
Первые две буквы в марке провода ПЭ означают, что провод с эмалевой изоляцией, а другие буквы указывают на вид эмали или основы, на которой изготовлена эмаль. Например, ПЭЛ — провод, изолированный эмалью на масляно-смоляной основе; ПЭВ—провод, изолированный высокопрочной эмалью на поливинилацетатной основе. Если провод данной марки выпускают в двух модификациях (с нормальной и утолщенной изоляцией), то в марке ставят цифру 1 для нормальной и 2 для утолщенной изоляции (ПЭВ-1 или ПЭВ-2).
Термостойкость обычной изоляции 105° С, а повышенной от 120 до 155° С. Провода, изолированные высокопрочной эмалью на полиуретановой основе, имеют марку ПЭВТЛ, на полиэфирной основе— ПЭТВ и ПЭТВД, на полиэфироимидной основе — ПЭТ-155А.
Провода с волокнистой изоляцией применяют преимущественно круглого сечения. В качестве изоляции используют натуральный шелк, лавсан, хлопчатобумажную пряжу и кабельную бумагу. Провода выпускают диаметром от 0,38 до 8 мм и толщиной изоляции до 2,84 мм для кабельной бумаги и 0,1—0,141 мм для другого материала. Термостойкость изоляции 105° С.
В марке провода буквы указывают: первая П — провод, вторая или две буквы — материал изоляции (Ш — натуральный шелк, Л — лавсан, Б — кабельная бумага), БД—два слоя обмотки из хлопчатобумажной пряжи), например: ПБ — провод, изолированный несколькими слоями ленты из кабельной бумаги; ПЛД — провод, изолированный двумя слоями обмотки из лавсанового волокна; ПШД — провод, изолированный двумя слоями обмотки из натурального шелка; ПЛБД — провод, изолированный одним слоем обмотки из лавсанового волокна и одним слоем обмотки из хлопчатобумажной пряжи; ПБД — провод, изолированный двумя слоями обмотки из хлопчатобумажной пряжи.
Провода с комбинированной изоляцией, эмалевой и волокнистой выпускаются только круглые диаметром от 0,06 до 2,1 мм и толщиной изоляции до 0,185 мм. Термостойкость обычной изоляции 105° С, с повышенной нагревостойкостью 120° С. Значения букв в марке провода те же, что и рассмотренные выше, только появляется буква К, когда в качестве изоляционного материала используют капроновые нити, или О (в конце марки), если провод имеет один слой волокнистой изоляции, например: ПЭВБД — провод, изолированный высокопрочной эмалью и двумя слоями хлопчатобумажной пряжи; ПЭЛШО — провод, изолированный эмалью на масляной основе и одним слоем обмотки из натурального шелка.
Монтажные провода применяют для монтажа электрических аппаратов и приборов; токопроводящие жилы изготовляют из медной мягкой проволоки, а в проводах повышенной гибкости из скрученных тонких проволок. В монтажных проводах высокой нагревостойкости (200—250° С) используют никелированные или посеребренные жилы, в остальных случаях — луженые.
По виду изоляции различают четыре группы монтажных проводов: первая — с изоляцией из капроновых, лавсановых или стеклянных нитей, а также лентами из триацетатной пленки; вторая — со сплошной пластмассовой изоляцией, поливинилхлоридной (ПВ) или полиэтиленовой (ПП); отдельные марки этих проводов имеют дополнительный покров из капрона (ПВК-500, ПВК-100, ППК-500, ППК- 1000), третья — с полиэтиленовой изоляцией (МПМУ) или с дополнительной защитной капроновой оболочкой (МКПМУ); четвертая— с изоляцией из триацетатного шелка и сплошной пластмассовой (поливинилхлоридной или полиэтиленовой) оболочкой.
Провода первой группы могут работать в интервале температур от —60 до +105° С, выпускаются с сечениями жил 0,05—0,07—0,1— —0,2—0,35—0,5—0,75—1,0—1,5—2,5—4,0 и 6,0 мм2 на номинальные напряжения 127 и 220 В Провода второй группы используются в интервале температур от —50 до +70°С при переменном напряжении 500 и 1000 В и постоянном напряжении соответственно 700 и 1400 В и выпускаются одно-, двух- и трехжильные сечением жилы от 0,05 до 6 мм2. Провода третьей группы отличаются от второй наличием в медных жилах луженых стальных проволок для повышения механической прочности и рабочим напряжением до 250 В. Жилы проводов многопроволочные (шесть медных и одна стальная проволоки) сечением 0,12—0,2—0,35 мм2. Провода четвертой группы используются в диапазоне температур от —50 до +70°С при переменном напряжении 380 В и постоянном 500 В или переменном 1000 В и постоянном 1500 В (последнее напряжение для проводов с сечением жил более 0,14 мм2). Жилы проводов одно- или многапроволочные (от одной до трех) сечением от 0,08 до 1,5 мм2.
Марка провода содержит буквенную и цифровую части. Буквенная часть характеризует конструкцию провода, а цифровая — число и сечение жил, а также номинальное напряжение. Буквы в марке провода означают: М (вначале) монтажный, в середине — многопроволочная жила, Ш, Ц, С, П, В — изоляция из шелка, триацетатной пленки, стекловолокна, полиэтилена, поливинилхлорида; Л —лакированный провод; Э (в середине) —эмалированная жила, в конце — экранированный провод; Д —двойная обмотка.
Паяние и лужение относят к технологическим операциям, часто выполняемым при ремонте аппаратуры релейной защиты и автоматики. Очень важно в каждом конкретном случае подобрать соответствующий припой и флюс.
Припои представляют собой сплавы, образующие неразъемное механическое и электрическое соединение при пайке металлических частей, и делятся на мягкие (легкоплавкие) и твердые (тугоплавкие). Мягкие припои имеют температуру плавления до 300° С и сравнительно небольшую прочность (предел прочности при растяжении от 30 до 70 Н). Это сплавы олова со свинцом в чистом виде и с присадками сурьмы, кадмия а также сплавы олова с цинком, кадмием, висмутом, цинка с алюминием и др. Твердые припои имеют температуру плавления от 500 до 900° С и значительную прочность (до 450 Н).
Наибольшее распространение получили оловянно-свинцовые припои, обладающие большой жидкотекучестью и хорошо заполняющие тонкие швы. Эти припои хорошо соединяются с медью, латунью, сталями, цинком, обеспечивают достаточную прочность паяных швов, и, что особенно важно для электрических аппаратов, надежный электрический контакт.
Флюсы служат для очистки поверхности спаиваемых металлов от окислов и других загрязнений, предохранения от окисления в процессе пайки и снижения поверхностного натяжения расплавленного припоя для лучшей растекаемости его. При выборе флюса учитывают, чтобы температура плавления твердого флюса была ниже температуры плавления припоя, а температура пайки — ниже температуры термического разложения флюса.
При пайке оловянно-свинцовыми припоями для обеспечения стабильного электрическогр контакта пользуются только канифолью, предпочтительно в виде раствора в этиловом спирте. Промышленностью выпускаются следующие оловянно-свинцовые припои (ГОСТ 1499—70):
ПОС-90 — для лужения и пайки внутренних швов пищевых продуктов и медицинских аппаратов; ПОС-61—для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных (приборов с высокогерметичными швами, где недопустим перегрев;
ПОС-40 — для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
ПОС-10 — для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле;
П0С-61М— для лужения и лайки медной проволоки в кабельной промышленности, в приборостроении;
ПОСК50-18 — для пайки деталей, чувствительных к перегреву, металлизированной керамики;
ПОССу61-0,5 — для лужения и пайки электроаппаратуры, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре;
ПОССу35-0,5 — для лужения и пайки свинцовых кабельных ободочек, неответственных электротехнических изделий.
При ремонте аппаратуры релейной защиты и автоматики обычно применяют припои ПОС-61 (олова 60—61%, свинца 40—39%температура плавления 190°С), ПОС-40 (олова 39—40%, свинца 61— €0%; температура плавления 238° С) и ПОССу35-0,5 (олова 35%, сурьмы 0,5%, остальное свинец).
Припой выпускается в виде чушки (Ч), проволоки (Пр) диаметром 0,5—6 мм, круглых прутков (Пк) длиной 350—550 мм, диаметром 5—15 мм и треугольной формы (Пт) с шириной основания 10— 16 мм, ленты (Л) толщиной 0,8 — 1 мм, шириной 8—10 мм и длиной до 10 м, трубки (Т) с наружным диаметром 1—5 мм, длиной 10 м и больше, заполненной сосновой канифолью марки А и, наконец, в виде порошка (Пор).
Краткая характеристика припоя для заказа содержит буквенное обозначение вида, в котором он выпускается, марку припоя, размеры и номер ГОСТа, например: Ч ПОС-40 —ГОСТ 1499—70 — припой бессурьмянистый, изготовленный в виде чушки; Пр2 ПОССу 40-0,5 — ГОСТ 1499—70 — припой малосурьмянистый, изготовленный в виде проволоки диаметром 2 мм; Пк12 ПОС-90—ТОСТ 1499—70 — припой бессурьмянистый, изготовленный в виде круглого прутка; Л 1X8 ПОС-61 — ГОСТ 1499—70—припой бессурьмянистый, изготовленный в виде ленты размером 1Х8 мм.
Для пайки и лужения алюминиевых проводов применяют твердые припои без флюса с предварительной зачисткой места пайки металлической щеткой: марки А (медь 1,5%, олово 40%, цинк 58,5%; температура плавления 425°С), марки В (алюминий 12%, медь 8%, цинк 80%; температура плавления 410^С), кадмиевый (кадмий 24%, олово 36%, цинк 40%, температура плавления 500°С).
Изоляционные бумага, картон, лакоткань применяют при изготовлении моточных изделий и в качестве дополнительной изоляция в виде прокладок под провода и скобки. Намоточную бумагу ЭН-30 и ЭН-70 толщиной 30 и 70 мкм используют для изготовления моточных изделий. Электроизоляционный картон ЭВ для работы в воздушной среде выпускается толщиной от 0,1 до 3 мм в листах и рулонах и применяется для изготовления каркасов катушек и прокладок под аппараты. Хлопчатобумажные лакоткани на масляной основе ЛХМ-105, шелковые ЛШМ-105 и капроновые ЛКМ-105 служат для изоляции моточных изделий и в качестве дополнительной изоляции под провода, выпускаются толщиной от 0,15 до 0,3 мм (хлопчатобумажные), от 0,08 до 0,15 мм (шелковые) и от 0,1 до 0,15 мм (капроновые).
Электроизоляционные ленты. Смоляную хлопчатобумажную ленту, пропитанную битуминозным составом, толщиной 0,6—0,8— 0,1 мм и шириной 30, 50, 60 и 75 мм используют для уплотнения кабелей в соединительных муфтах и коробках, прорезиненную миткалевую ленту, пропитанную липкой резиновой пастой, толщиной 0,2 и 0,35 мм, шириной 10, 15, 20, 25, 30, 40 и 50 мм—для изоляции мест соединения проводов и жил кабелей, преимущественно с резиновой изоляцией, поливинилхлоридную (из поливинилхлоридного пластиката), покрытую с одной стороны липким составом, толщиной 0,2—0,3—0,4, 0,45 мм и шириной 15—20—30 и 50 мм — для изоляции мест соединения проводов и жил кабелей преимущественно с пластмассовой изоляцией.
Кроме рассмотренных изоляционных лент при ремонте аппаратуры релейной защиты и автоматики применяют хлопчатобумажные ленты: киперную шириной от 10 до 50 мм и толщиной 0,45 мм, тафтяную шириной от 10 до 50 мм и толщиной 0,25 мм, миткалевую шириной от 12 до 35 мм и толщиной 0,22 мм и батистовую шириной от 12 до 20 мм и толщиной 0,18 мм.
Электроизоляционные трубки по конструктивному исполнению согласно ГОСТ 17675—72 бывают трех типов (I, II и III) с соответствующим наполнением: лакированные, эластомерные, пластмассовые. Типы трубок приведены ниже:
I тип — шнур-чулок из различных видов пряжи, пропитанный и покрытый изоляционным лаком;
II тип — шнур-чулок из различных видов пряжи, покрытый изоляционным латексом; трубка из изоляционной резины; то же, но армированная с внутренней стороны шнуром-чулком из пряжи различных видов;
III тип — трубки из изоляционной пластмассы.
Приводим некоторые виды электроизоляционных трубок, выпускаемых промышленностью и применяемых при ремонте аппаратуры: ТЛВ — хлопчатобумажные (линоксиновые), лакированные масляным светлым лаком с внутренним диаметром от 0,5 до 16 мм; ТЛМ — то же, но малостойкие; трубки из поливинилхлоридного пластиката (рецептура 230 и 230 Т) внутренним диаметром от 1 до 40 мм, окрашенные и неокрашенные. Температуростойкость трубок от —40 до +70° С.
Клеящие вещества получили широкое распространение при ремонтных работах. Разнообразие клеящих составов (клеев) позволяет выбрать клей для приклеивания любой детали к любому основанию независимо от их материала. При этом исключаются термические процессы (пайка или сварка) и механическая обработка (сверление и нарезание резьб, клепка, пристреливание пиротехническим инструментом), что очень важно при работе на действующих панелях защиты и автоматики. Рассмотрим некоторые марки клеев, используемых при ремонте.
Клеи горячего отвердевания БФ-2 и БФ-4, представляющие собой раствор модифицированной фенольной смолы в спирте применяют для склеивания металлов, керамики, пластмасс, стекол в различных сочетаниях. Клеевые швы выдерживают температуру от —60 до +120° С, водонепроницаемы и маслостойки. Срок хранения клеев 6 мес.
Эпоксидный клей горячего отвердевания Д-23, представляющий собой композицию на основе диановой смолы ЭДЛ, дициандиамида и пылевидного кварца, используется для склеивания металлов, керамики, пластмасс в различном сочетании. Клеевые швы обладают хорошими электроизоляционными свойствами, могут выдерживать температуру от —60 до +130° С, водо-, масло- и тропикостойкие, стойки к кислотам и щелочам. Срок хранения приготовленного клея 1—2 мес.
Мастика холодного отвердевания ЛН, изготовленная на основе клея ЛН и двуокиси титана (порошок), служит для склеивания пластмасс с металлами, закрепления отдельных проводов и жгутов на платах и стенках электрических аппаратов и приборов. Швы, выполненные мастикой, эластичны, вибростойки, ударопрочны и могут выдерживать температуру от —60 до +120° С. Жизнеспособность приготовленной мастики 8 ч.
Эпоксидный клей холодного отвердевания Д6 создан на основе диановой смолы ЭД-6, гексаметилендиамина и дибутилфталата и применяется для склеивания металлов, (керамики, стекол л пластмасс. Клеевые швы выдерживают температуру от —60 до +70° С, водо-, масло- и тропикостойкие, отличаются герметичностью. Жизнеспособность приготовленного клея 30—40 мин.
Клей БМК-5 из акриловой смолы, растворенной в ацетоне, с добавлением сухого наполнителя (цемент, мел, алебастр) используют для приклеивания небольших конструкций, крепежных деталей и проводов к различным строительным конструкциям. Он водо- и маслостоек. Срок хранения расфасованного клея до 5—6 мес.
Ремонт обмоток
К электрической части аппаратов относят обмотки, контакты, резисторы, конденсаторы, полупроводниковые приборы и соединительные провода. Ремонту подлежат в основном только обмотки и контакты. При обнаружении дефектов в других частях аппаратов их заменяют новыми.
Обмотка — это совокупность определенным образом расположенных и соединенных проводников, предназначенных для создания или использования магнитного поля.
Обмотку или часть ее в виде отдельной конструктивной единицы называют катушкой обмотки, или просто катушкой. В ряде аппаратов обмотка состоит из нескольких катушек. Одновременное повреждение всех катушек обмотки в процессе эксплуатации маловероятно. Поэтому ремонт обмотки обычно сводится к выявлению поврежденной катушки и ремонту или замене ее новой.
Поврежденные каркасы с уцелевшей обмоткой иногда можно отремонтировать без ее снятия. Поломанные щеки склеивают, в частности, клеем БФ-2. Место излома тщательно очищают от пыли и следов масла и просушивают. На склеиваемые поверхности наносят тонкий слой клея и высушивают на воздухе, затем наносят второй слой клея и слегка подсушивают. Склеиваемые части каркаса соединяют по поверхности излома и сжимают подходящим в каждом конкретном случае способом (струбциной, наложением бандажа из проволоки или ленты и др.). Катушку помещают в термостат и выдерживают в течение 1,5—2 ч при 100—110° С. После этого склеиваемый каркас в сжатом состоянии охлаждают до комнатной температуры.
Обрывы часто бывают у места припайки проводов к выводам или в верхнем слое обмотки. Поэтому достаточно снять изоляцию и несколько витков обмотки, чтобы обнаружить повреждение и устранить его.
Изготовление катушек
Катушки электрических аппаратов по способу изготовления делят на каркасные и бескаркасные. Каркасы изготовляют из электротехнического картона, гетинакса, текстолита и других листовых изоляционных материалов. Картонные каркасы (рисунок 1, а) склеивают, из гетинакса или текстолита (рисунок 1, б), обладающего достаточной прочностью, их выполняют без склеивания или крепежных деталей.
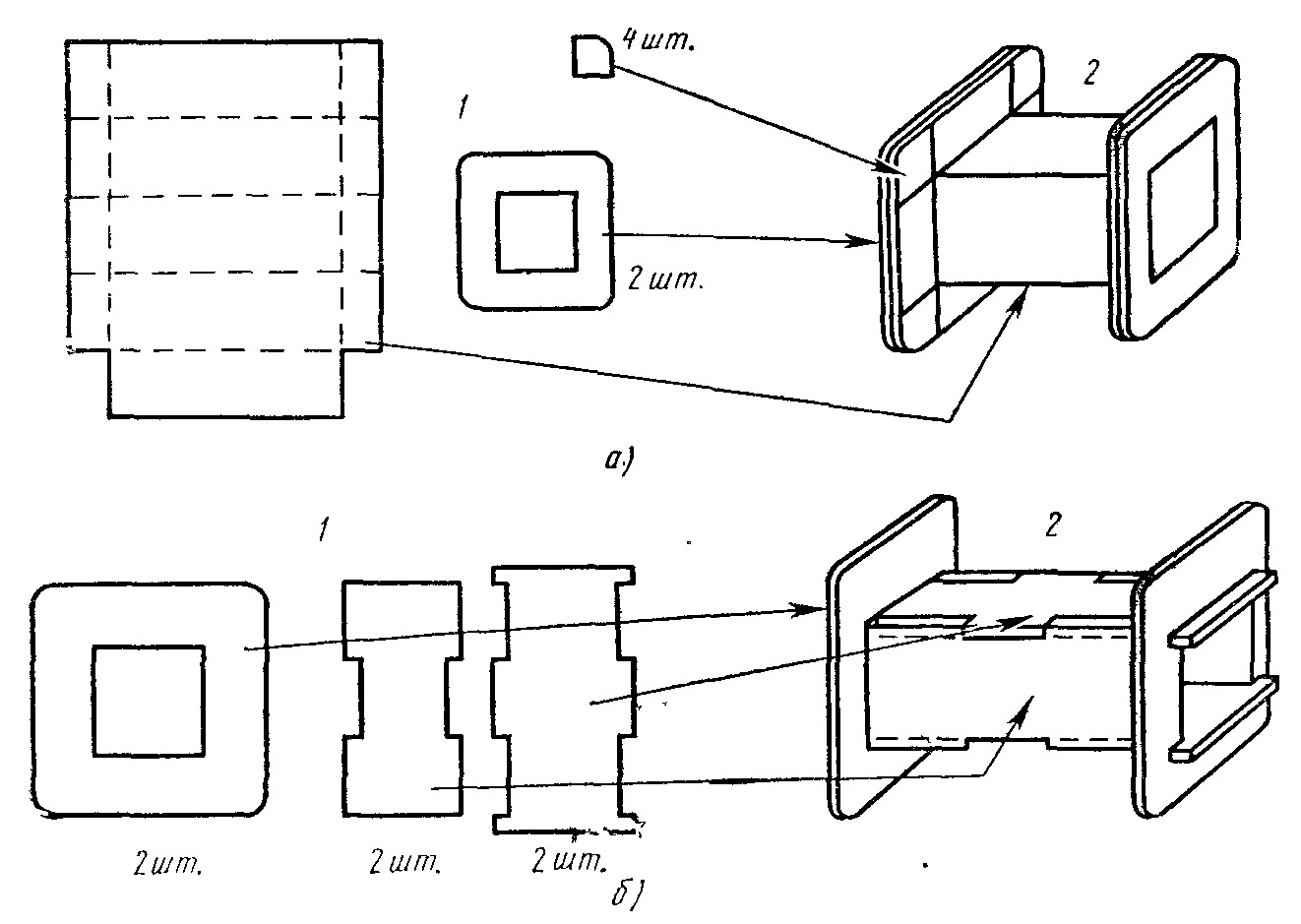
Рисунок 1. Каркасы катушек:
а — картонный, б — текстолитовый; 1 — заготовка, 2 — собранный каркас
Намотку каркасных катушек производят на намоточных станках (рисунок 2). В каркас 4 вставляют деревянную оправку 5, соответствующую внутренним размерам каркаса. Шпиндель станка состоит из двух частей (длинной левой 6 с нарезкой и короткой правой 7 без нарезки). Обе части соединяются вилкой.
Каркас с оправкой закрепляют на левой половине шпинделя с помощью двух планшайб 13 гайками 3. Затем левую часть шпинделя с надетым на нее каркасом соединяют с правой и вставляют в разборную подшипниковую стойку 2. Шпиндель приводится во вращение рукояткой 8 через шестерни 9 и 10 с передаточным числом примерно 1:5 (при одном обороте рукоятки шпиндель делает пять оборотов). Катушку 11 с проводом устанавливают на стойку. Провод, сходящий с катушки, пропускают через натяжной зажим 12. Счетчик 1 служит для учета количества уложенных витков.
Начальный вывод катушки перед укладкой первого витка (рисунок 3, а) изолируют прокладкой 2 из лакоткани. Изолированный вывод 3 (провод) укладывают на втулке каркаса 4 и закрепляют нитками 1. Если начальный вывод необходимо пропустить через торцевую стенку каркаса наружу, к нему сначала припаивают гибкий изолированный проводник, который пропускают через эту стенку.
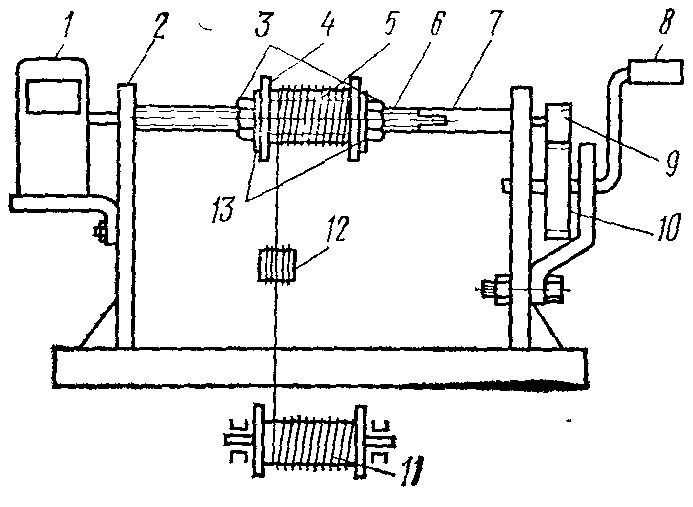
Рисунок 2. Намоточный станок

Рисунок 3. Крепление витков обмотки:
а — первого, б — последнего; 1 — нитка, 2 — прокладка из лакоткани, 3 я 7 — провода, 4 — каркас, 5 — оправка, 6 — тафтяная лента
При намотке одной катушки между слоями витков прокладывают тонкий слой бумаги (папиросной или кабельной), а при намотке нескольких катушек — слой лакоткани между катушками.
Участки провода с нарушенной изоляцией изолируют двумя слоями кабельной бумаги или лакоткани. При сращивании концы провода зачищают от изоляции, скручивают и пропаивают. Заканчивают намотку катушки следующим образом. Под последние 10—15 витков подкладывают двойной слой бумаги и петлю из тафтяной ленты 6. Продевают провод 7 в петлю и туго ее затягивают (рисунок 3, б). Затем кусачками перерезают наматываемый провод, оставив конец для вывода, зачищают мелкой наждачной шкуркой концы катушки от изоляции и снимают катушку с оправки 6. К концам катушки припаивают выводы одним из приведенных на рисунок 4 способов. В случае гибких выводов (рисунок 4, а) зачищают концы катушки и выводов, делают скрутку, пропаивают и изолируют место соединения.
При жестких выводах (диаметр провода до 1,5 мм2, рисунок 4, б) зачищают концы катушки, наматывают их на средний хвостовик вывода и пропаивают место соединения; при диаметре провода более 1,5 мм2 (рисунок 4, в) можно расклепать молотком конец провода, наложить его на средний хвостовик вывода, скрепить с последним несколькими витками медной проволоки и пропаять место соединения. Жесткие выводы (рисунок 5, а) устанавливают на катушке 1 и под них подкладывают прокладки 2 из микаленты. Расстояние между выводами должно быть не менее 18 мм, а от любого края вывода до края прокладки — не менее 8 мм. Изоляция конца катушки должна находить на прокладку не менее чем на 5 мм. Во избежание разрыва вывод около места пайки укладывают зигзагом.

Рисунок 4. Способы присоединения выводов:
а — гибкого, б, в — жесткого
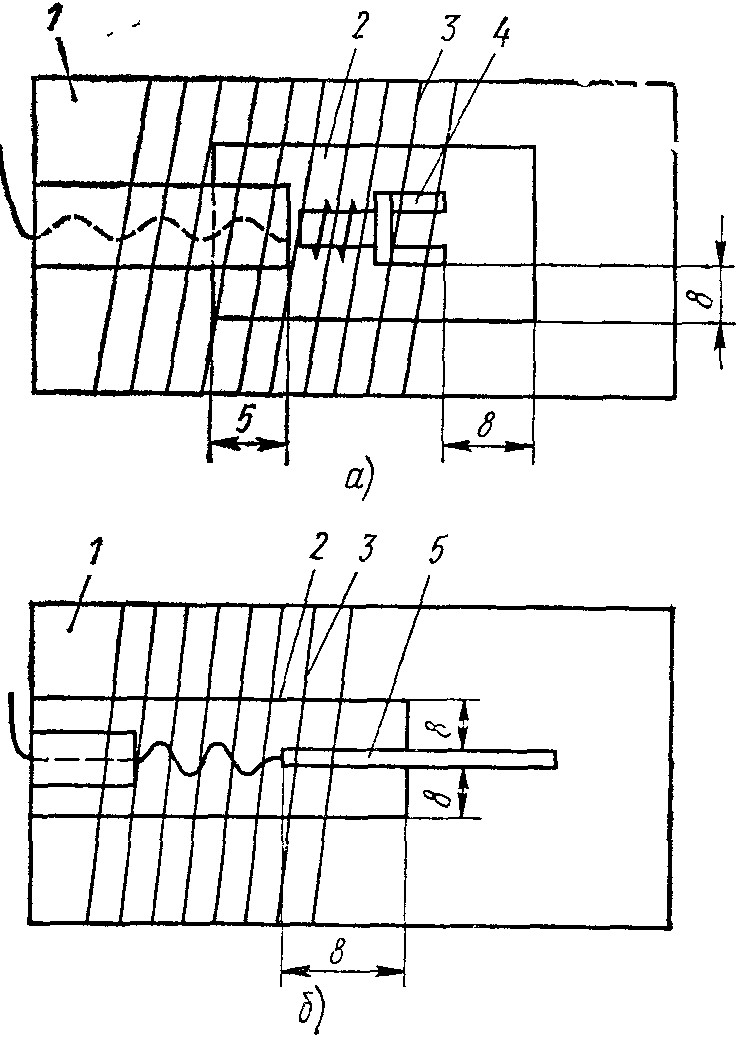
Рисунок 5 Установка и крепление выводов:
а - жесткого, б – гибкого
Выводы закрепляют (каждый отдельно) на поверхности катушки 1 нитками 3. Над каждым выводом помещают картонную прокладку толщиной 0,3— 0,5 мм. Если вывод жесткий, прокладку прорезают и надевают на зажим 4. Для гибкого вывода 5 (рисунок 5, б) в прокладке делают отверстие, через которое его пропускают. Прокладку прочно закрепляют нитками.
Рассмотрим три варианта выполнения бескаркасных обмоток, отличающихся экономией материала и позволяющих уменьшить габариты катушки.
При первом варианте берут оправку 4 (рисунок 6, а), на края которой временно надевают съемные щечки 5. Оправку устанавливают на намоточный станок и наматывают на нее один-два слоя бумаги или тонкого картона, а затем промазывают бакелитовым лаком, не захватывая нижнего слоя, прилегающего к оправке, во избежание приклеивания к ней. Поверх образованной таким образом гильзы 3 кладут куски тафтяной ленты 2, как показано на рисунке. После этого начинают намотку провода, укладывая слоями виток к витку. Через два-три слоя обмотку покрывают бакелитовым лаком и скрепляют, укладывая поверх свободные концы тафтяной ленты. Затем кладут следующие куски тафтяной ленты (рисунок 6, б) и наматывают еще два-три слоя про* вода (рисунок 6, в). Такую операцию производят до окончания намотки, после чего концы ленты укладывают на промазанные бакелитовым лаком провода, накладывают на провода несколько слоев тонкого электрокартона 7 и скрепляют их нитками 6 (рисунок 6, г). Катушку просушивают, а по окончании сушки вынимают из нее оправку (рисунок 6, д), предварительно удалив временные щечки.
При втором варианте берут специальную оправку (рисунок 7, а) со съемными щечками, устанавливают ее на намоточный станок, вкладывают в прорези тафтяную ленту, концы которой выпускают по обе стороны оправки и закрепляют на щечках. Каждый кусок ленты должен быть такой длины, чтобы ими можно было связать витки катушки после намотки.
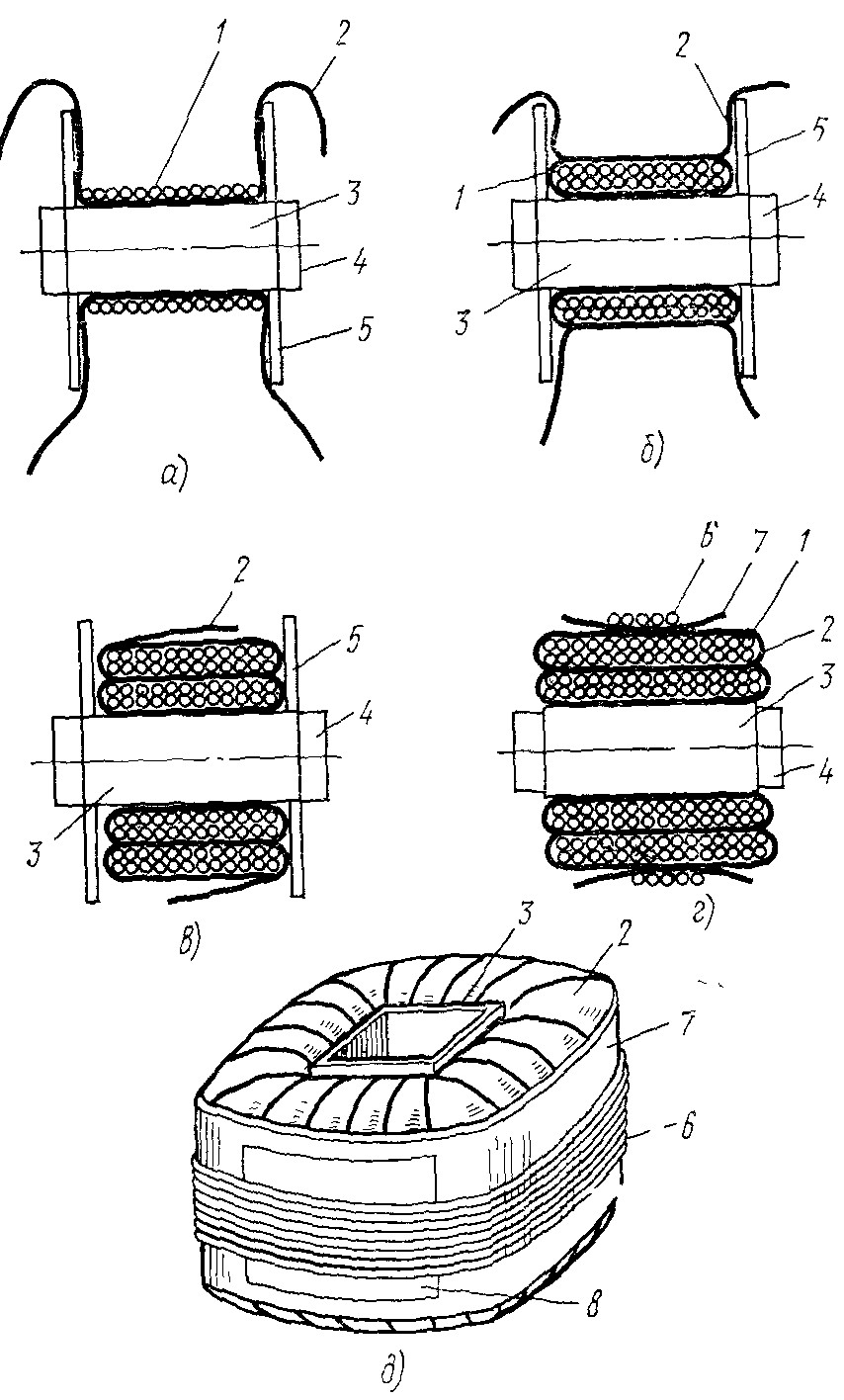
Рисунок 6. Процесс изготовления бескаркасной обмотки:
а — в — различные этапы намотки, г — укрепление обмоток суровыми нитками, д — готовая обмотка; 1 — обмоточный провод, 2 — тафтяная лента, 3 — гильза, 4 — оправка, 5 — щечки, 6 — суровые нитки, 7 — электрокартон, 8 — табличка с обмоточными данными
На оправку наматывают один-два слоя тонкого картона, затем провод, по окончании намотки скрепляют с четырех сторон концами тафтяной ленты и снимают катушку с оправки.
При третьем варианте для намотки рамок измерительных приборов применяют оправку — разборный шаблон (рисунок 7, б), состоящий из двух накладных щечек 3 и основания 2, разрезанного на четыре части. В каждой из частей закреплено по две направляющие сквозные шпильки 1, которые при сборке входят в отверстия 5 щечек. Последние сжимаются с помощью гаек, навертываемых на трубку с наружной резьбой, которая пропущена через отверстие 4. При намотке бескаркасной рамки каждый ряд проводов слегка смачивают профильтрованным бакелитовым лаком. Чтобы после намотки и просушки рамку можно было легко снять с шаблона, его рабочую часть перед намоткой покрывают тонким слоем парафина и оклеивают станиолью, поверх которой также наносят слой парафина.
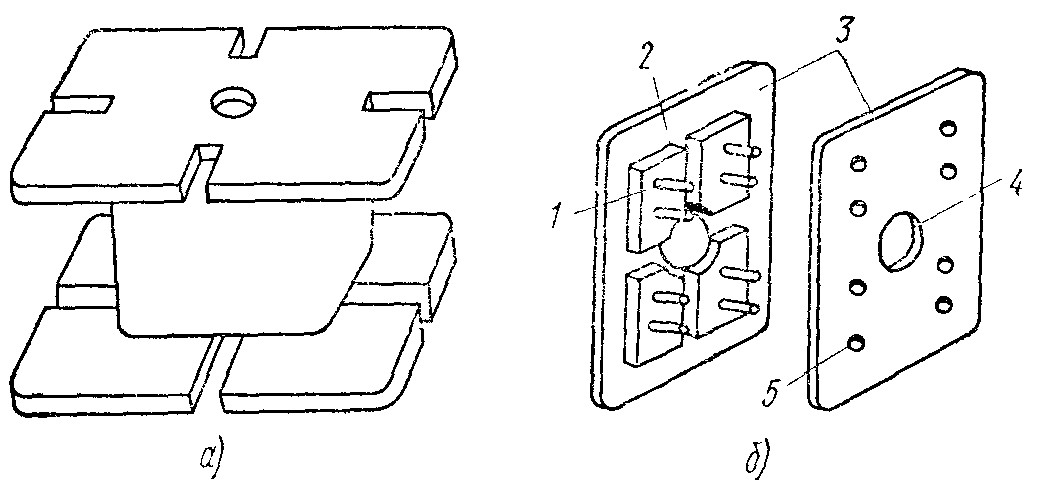
Рисунок 7. Оправки:
а— для намотки катушек контакторов, 6 — для намотки рамок измерительных приборов
Пересчет катушек
При ремонте аппаратов релейной защиты и автоматики часто необходима перемотка катушек напряжения на другие напряжения, а токовых катушек на другие токи. Эти расчеты довольно сложны, в связи с чем целесообразно пользоваться справочными данными. При отсутствии этих данных пересчет можно произвести упрощенным способом.
При пересчете катушек на другое напряжение исходят из следующих соотношений: число витков катушки прямо пропорционально напряжению; таким образом, если катушка на напряжение U1 имеет w1 витков, то катушка на напряжение U2 должна иметь число витков W2 = W1U2/U1; сечение провода q обратно пропорционально напряжению, а диаметр провода d соответственно обратно пропорционален корню квадратному напряжения. Следовательно,

Рассмотрим на примерах, насколько приемлемо пересчитывать катушки различных аппаратов переменного и постоянного токов, пользуясь указанными соотношениями.
При пересчете токовых катушек на другую силу тока надо учитывать следующие условия: должно быть сохранено произведение числа витков на силу тока (ампер-витки), а диаметр провода необходимо выбрать таким, чтобы катушка работала при длительном протекании тока, не перегреваясь выше допустимого предела. Эти условия соблюдаются для обмоток реле, если сечение провода выбирается пропорциональным току.
При выборе диаметра провода следует учитывать условие размещения найденного количества витков в обмоточном пространстве катушки. Проверку производят по формуле:
где d — диаметр провода; к — коэффициент заполнения, равный для провода диаметром до 1 мм 0,8—0,84, а диаметром свыше 1 мм — 0,85— 0,9; w — число витков; S — площадь сечения обмоточного пространства, мм2.
- Войдите, чтобы оставлять комментарии