
В электрических аппаратах чаще всего повреждаются подвижные, неподвижные и дугогасительные контакты. Ремонт в основном заключается в определении неисправности, устранении ее, замене поврежденных и изношенных деталей с последующей регулировкой и испытанием. При эксплуатации контакты очищают от нагара металла, копоти, окислов. Очищают напильником с тонкой (мелкой) насечкой. Устраняют сильный и слабый нажим контактов. Для этого между контактами помещают бумагу (фольгу), оттягивая подвижные контакты через динамометр, вытягивают фольгу. Нормальное усилие 0,5-0,7 кг. Магнитная система контактов может создавать шум, гудение, причины этого: неплотно прилегает якорь к сердечнику, повреждение короткозамкнутого витка, очень большое натяжение контактов, якорь перекошен по отношению к сердечнику, в местах прикосновения якоря и сердечника имеется ржавчина, у магнитных пускателей и контакторов нельзя допускать разновременности замыкания силовых контактов. Короткозамкнугые витки у контакторов и магнитных пускателей выполняются из меди, латуни и алюминия. Они укладываются в выштампованные пазы на концах сердечника. Обращается внимание на дугогасительные камеры. Отсутствие их может вызвать перекрытие дугой отдельных фаз. Катушки ремонтируют при повреждении каркаса, обрывах, витковых замыканиях и полном сгорании. Обрыв в катушке определяется, если не развивается тяговое усилие и не потребляется ток. Витковое замыкание обнаруживается по ненормальному нагреву и уменьшению тяги.
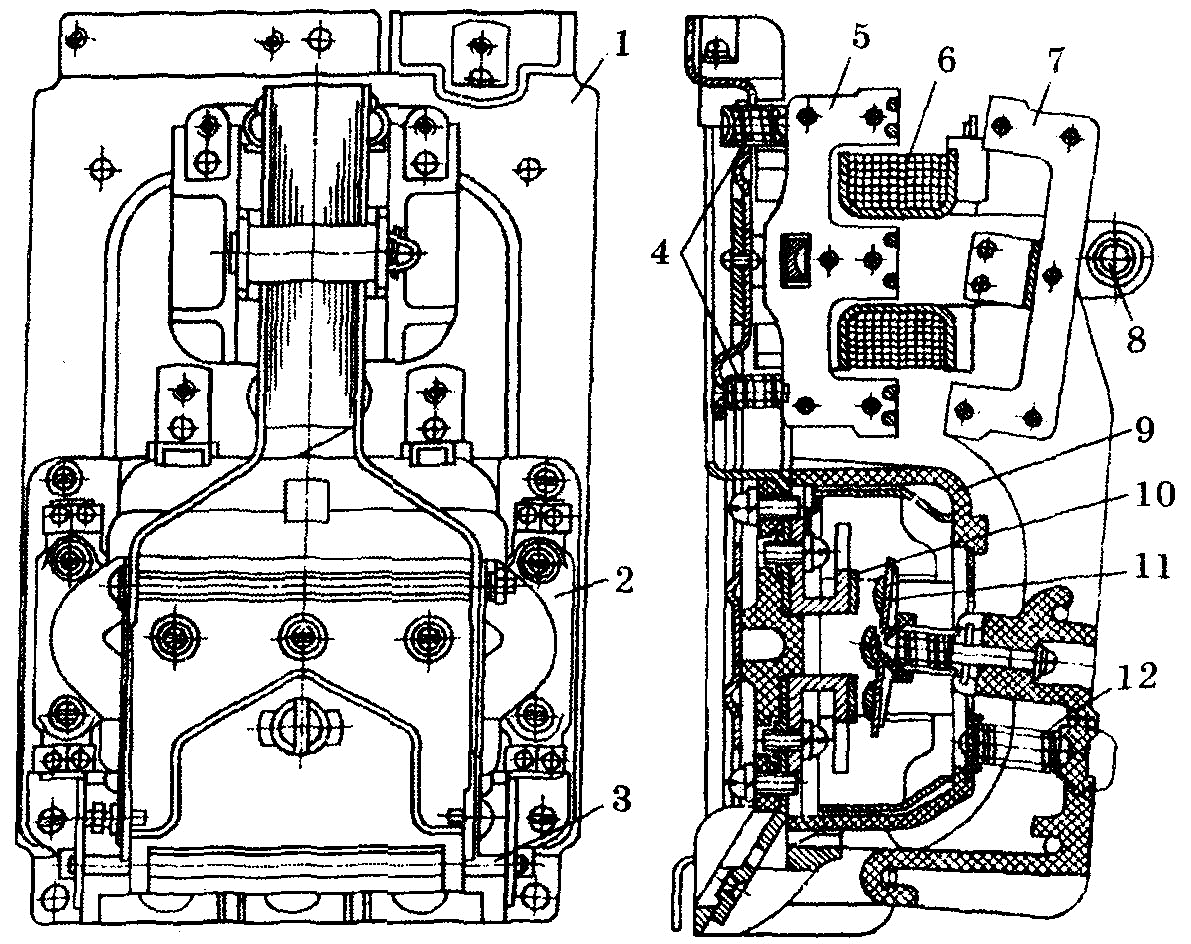
Рисунок 3 – Контактор магнитного пускателя:
1 — основание; 2 — блок-контакты (вспомогательные контакты); 3 — ось якоря; 4 — амортизирующие пружины; 5 — сердечник; 6 — катушка; 7 — якорь; 8 — упор; 9 — изоляционная камера; 10 — неподвижный контакт; 11 — подвижный контакт; 12 — пружина возврата якоря
У контакторов чаще меняют главные контакты, гибкие соединения, дугогасительные камеры, катушки, пружины, короткозамкнутые витки. Сопротивление изоляции обмоток не должно превышать 0,5 МОм. У реле чаще перегорают нагревательные элементы. Для нагревательных элементов применяют нихром, фехраль. Отдельные нагревательные элементы изготавливают методом штамповки. Спиральные нагревательные элементы кадми-руют для предохранения от окисления. На рисунке 3 показан контактор магнитного пускателя.
Ремонт контактов. Загрязнения, износ, обгорание, копоть или окисления, наплывы и брызги металла на поверхности подвижных (включая и ножи рубильников) или неподвижных (губки ножей) контактов, а также на пластинах и контактных мостиках устраняются хлопчатобумажной салфеткой, смоченной в бензине, или надфилем. При толщине контактов менее 50 % первоначальной величины обгоревшие контакты заменяют новыми. Контакты, имеющие металлокерамическое (серебро-никель) или другое покрытие, обеспечивающее повышенную проводимость или коррозийную стойкость, зачищать напильником или надфилем не разрешается! Контакты очищают хлопчатобумажной салфеткой, смоченной в бензине, а особо ответственные контакты (выключатели 6—10 кВ, реле) спиртом. Напильником с мелкой насечкой, надфилем или стеклянной шкуркой очищают или удаляют нагары и наплывы металла на контактах, не имеющих покрытия. Контактная поверхность должна быть чистой, допускаются раковины площадью не более 1 мм2 и глубиной до 0,2 мм. Толщина губок и ножей рубильников не должна быть меньше 80 % первоначальной.
При изломе или ослаблении контактных пружин, повреждениях антикоррозийного покрытия, пружины заменяют.
Ремонт катушек электромагнитов. Катушки бывают каркасными и бескаркасными. Наиболее часто встречающееся повреждение — трещины длиной до 15 мм в каркасе. Их устраняют следующим образом. Поверхность каркаса вокруг трещины очищают от пыли и масла хлопчатобумажной салфеткой, смоченной в бензине. На поверхность трещины наносят слой клея БФ и в течение 10—15 мин подсушивают на воздухе, далее наносят второй слой и выдерживают еще 5—10 мин. После этого склеиваемые части каркаса стягивают тафтяной или хлопчатобумажной изоляционной лентой и высушивают в сушильном шкафу в течение 1,5—2 ч при температуре 100—110°С, после чего охлаждают и снимают бандаж.
При пониженном сопротивлении изоляции (менее 0,5 МОм) катушку помещают в сушильный шкаф с температурой 60—70 °С на несколько часов. После этого проверяют сопротивление изоляции и, если достигнута норма (не менее 1 МОм), сразу же производят ее пропитку одним из лаков БТ-988 или БТ-987-М и вторично сушат в течение 8 ч при температуре 105°С.
При повреждении наружного слоя изоляции катушки или обрыве обмоточного провода в верхних слоях обмотки снимают наружную изоляцию обмотки и поврежденные витки до места повреждения или обрыва, припаивают, изолируют место пайки нового обмоточного провода и доматывают требуемое количество витков, повторив операции, которые выполняются при намотке новых катушек.
При значительных повреждениях каркаса, междувитковых замыканиях, обгорании изоляции обмотки на большую глубину катушка должна быть заменена новой.
Ремонт каркасных катушек. Подбирают необходимый для катушки каркас и провод, параметры которого должны соответствовать паспортным данным. Концы провода катушки зачищают шлифовальной шкуркой, облуживают и припоем ПОС-30 припаивают к проводнику вывода. Вывод состоит из листовой или латунной детали с припаянным к ней проводником большего сечения, чем провод обмотки, для обеспечения механической прочности вывода. Место пайки изолируют.
Перед установкой на намоточный станок каркас следует обернуть двойным слоем электроизоляционной бумаги толщиной 0,02—0,03 мм и конец ее приклеить к каркасу. При намотке необходимо следить за тем, чтобы натяжение провода не было чрезмерным, это может вызвать обрыв провода. Провод при намотке должен ложиться ровным плотным слоем. Между 1-м и 2-м слоями обмотки укладывают межслоевую изоляцию из изоляционной бумаги. Если катушка нагревостойкая, то для межслоевой изоляции используют тонкую стеклоткань.
Выводы обмотки могут быть мягкими или жесткими. Мягкие выполняют из гибких монтажных проводов. Место пайки мягкого вывода с обмоткой изолируют поливинилхлоридной трубкой, на которую накладывают полоску лакоткани.
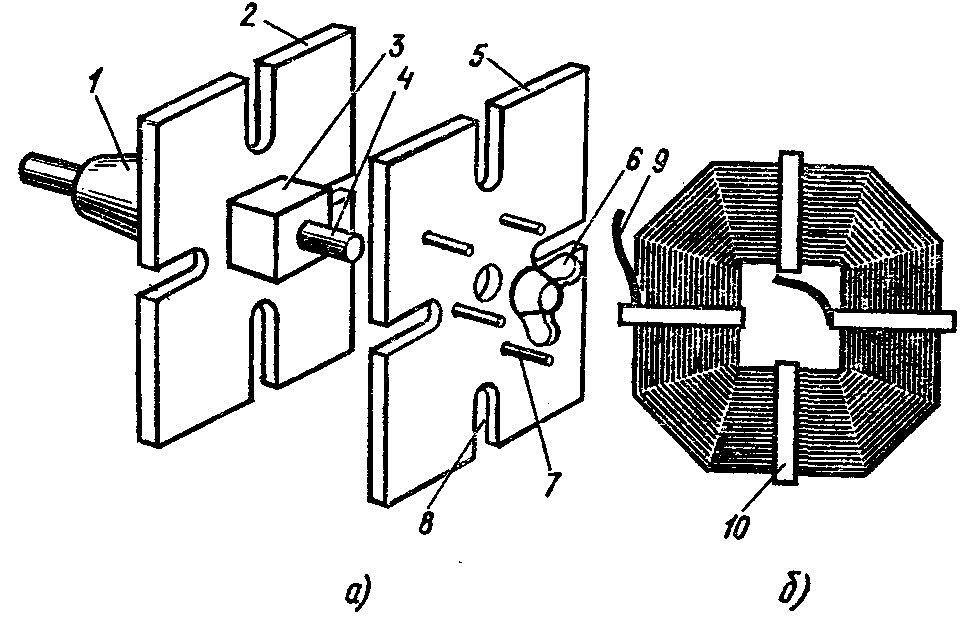
Рисунок 4 – Разъемная оправка (а) и бескаркасная катушка (б):
1 — деталь, 2,5 — щеки, 3 — втулка, 4 — штырь, 6 — гайка, 7 — шпилька, 8 — щель, 9 — вывод, 10 — бандаж
Жесткие выводы, как указано выше, делают из предварительно луженых латунных полосок. От обмотки их изолируют прокладками. Выводы, припаянные к катушке, крепят нитками. Места пайки оборачивают изоляционной прокладкой, имеющей вырез для вертикальной части вывода.
Ремонт бескаркасных катушек. По размерам дефектной катушки изготовляют разъемную оправку (рисунок 4, а). Размер ее с учетом изоляции катушки должен соответствовать сердечнику, для которого предназначена катушка. Оправку устанавливают на токарном станке и закрепляют за деталь 1 или на специальном намоточном приспособлении. На оправку укладывают в четырех местах по периметру тафтяную ленту с таким расчетом, чтобы после намотки катушки ее хватило для устройства бандажа 10 (рисунок 4, б). По тафтяной ленте втулку оправки оборачивают двумя слоями электрокартона толщиной 0,2—0,3 мм и шириной, равной высоте катушки. К началу обмотки припаивают припоем ПОС-30 кусок гибкого медного провода (вывод 9). Место пайки изолируют полоской миканита.
При намотке катушки каждый слой покрывают пропиточным лаком и тонкой электротехнической бумагой шириной на 5—7 мм больше высоты катушки. Эти края бумаги завертывают под крайние витки следующего слоя катушки.
К концу обмотки также припаивают кусок гибкого провода для вывода. Катушку бандажируют ранее уложенной тафтяной лентой. Изготовленные катушки сушат в течение 2 ч в сушильном шкафу при температуре 80—90 °С, проверяют сопротивление изоляции и целостность обмотки. Сразу же после сушки, еще в теплом состоянии, катушку опускают в пропиточную ванну с лаком МЛ-92 и держат до прекращения выделения пузырьков, после чего еще раз сушат в течение 4—5 ч при температуре 100—110 °С. Высушенную обмотку катушки обматывают двумя-тремя слоями изоляционной бумаги, двумя слоями лакоткани или тафтяной лентой, очищают выводы и каркас от слоя лака, наклеивают бирку.
Изоляцию готовой к эксплуатации катушки испытывают переменным током напряжением 2000 В с частотой
50 Гц в течение 1 мин, плавно повышая напряжение. Сопротивление изоляции катушки после испытания не должно быть меньше 0,5 МОм.
Ремонт магнитопровода. Загрязнения удаляют хлопчатобумажной салфеткой, смоченной в бензине; следы коррозии тщательно зачищают стальной щеткой и шлифовальной шкуркой; наклеп на поверхностях соприкосновения сердечника и ярма удаляют шлифовкой поверхности напильником на шлифовальном станке.
Площадь соприкосновения сердечника и ярма проверяют так: берут сложенные вместе листы белой и копировальной бумаги, сжимают с определенным усилием ярмо и сердечник и на бумаге получают отпечаток площади соприкосновения, которая должна быть не менее 70 % площади сердечника. Плотность прилегания проверяют щупом 0,05 мм. Щуп не должен входить в пространство между ярмом и сердечником более чем на 5 мм. Места неровностей шабрят вдоль листов стали.
Поврежденный короткозамкнутый виток заменяют новым, изготовленным по размерам дефектного из того же материала. Поврежденный виток распиливают и удаляют. Пазы витка зачищают надфилем и виток закрепляют в пазах.
Уменьшенная величина (менее 0,2 мм) немагнитного (воздушного) зазора между средними кернами сердечника и ярма магнитопровода доводится до нормы 0,2—0,25 мм подпиливанием среднего керна ярма (или сердечника), что проверяется щупом. Допускается непараллельность плоскостей в пределах 0,01 мм.
Очищенные сердечник и ярмо погружают в ванночку с эмалью ГФ-92-ХС так, чтобы поверхности их соприкосновения не были покрыты лаком. Окрашенные детали сушат на воздухе.
- Войдите, чтобы оставлять комментарии