
Во время эксплуатации кабельных линий по определенным причинам кабели, а также соединительные муфты и концевые заделки выходят из строя. Основные причины повреждения кабельных линий напряжением 1…10 кВ следующие:
– предшествующие механические повреждения – 43 %;
– непосредственные механические повреждения строительными и другими организациями – 16 %;
– дефекты в соединительных муфтах и концевых заделках во время монтажа – 10 %;
– повреждение кабеля и муфт в результате осадки грунта – 8 %;
– коррозия металлических оболочек кабелей – 7 %;
– дефекты изготовления кабеля на заводе – 5 %;
– нарушения при прокладке кабеля – 3 %;
– старение изоляции из-за длительной эксплуатации или перегрузок – 1 %;
– прочие и неустановленные причины – 7 %.
В соответствии с требованиями Инструкции по эксплуатации силовых кабельных линий предусмотрен текущий или капитальный ремонт кабельных линий напряжением до 35 кВ. Текущий ремонт может быть аварийным, срочным и плановым.
Аварийный ремонт необходим в том случае, когда после отключения кабельной линии потребители всех категорий остались без напряжения и нет воможности подать напряжение по кабелям высокого или низкого напряжения, в том числе по временным шланговым кабелям, или когда резервная линия, на которую передана нагрузка, недопустимо перегружена и требуется ограничение потребления. К аварийному ремонту приступают немедленно и выполняют его непрерывно, чтобы в минимально кратчайший срок включить кабельную линию.
Ремонт пластмассовых оболочек и шлангов
Первый способ ремонта поливинилхлоридного шланга или оболочек — сварка, которая в струе горячего воздуха (при температуре 170—200 °С) производится с применением сварочного пистолета с электрическим подогревом воздуха (рисунок 2) или газовоздушным пистолетом (рисунок 3). Сжатый воздух при этом подводится давлением 0,98-104 Па от компрессора, баллона со сжатым воздухом, переносного блока с ручным насосом.
В качестве присадки при сварке применяется поливинилхлоридный пруток диаметром 4—6 мм.
Перед сваркой места, подлежащие ремонту, необходимо очистить и обезжирить бензином, кабельным ножом вырезать посторонние включения и срезать в местах повреждения шланга выступающие края и задиры.
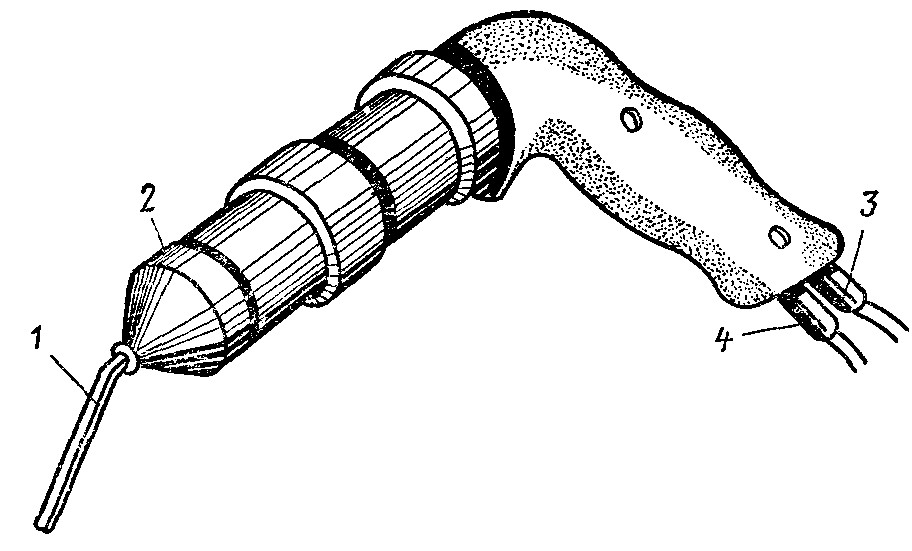
Рисунок 2 – Сварочный пистолет ПС-1 с электрическим подогревом:
1 — сопло для выхода горячего воздуха; 2 — нагревательная воздушная камера; 3 — штуцер для подачи сжатого воздуха; 4 — электропровод
Для ремонта проколов небольших отверстий и раковин место повреждения в шланге или оболочке и конец присадочного прутка прогревают в течение 10—15 с струей горячего воздуха, затем струю отводят, а конец прутка прижимают и приваривают к шлангу в месте разогрева. После охлаждения, убедившись в прочности приварки прутка легким подергиванием его, пруток отрезают.
Для герметизации и выравнивания сварочного шва место ремонта прогревают до появления признаков плавления, после этого к разогретому месту прижимают рукой кусок кабельной бумаги, сложенной в три-четыре слоя. Для надежности операцию повторяют 3—4 раза.
Для ремонта шланга или оболочки, имеющего щели, прорези и вырезы, конец присадочного прутка приваривают к целому месту шланга на расстоянии 1—2 мм от места повреждения.
Убедившись в прочности приварки, направляют струю воздуха так, чтобы одновременно прогревались нижняя часть присадочного прутка и обе стороны прорези или щели. Легким усилием нажимая на пруток, последний укладывают и приваривают вдоль щели или прорези. Приварку прутка заканчивают на целом месте на расстоянии 1—2 мм от повреждения. Затем ножом срезают выступающие поверхности прутка и производят выравнивание сваренного шва.
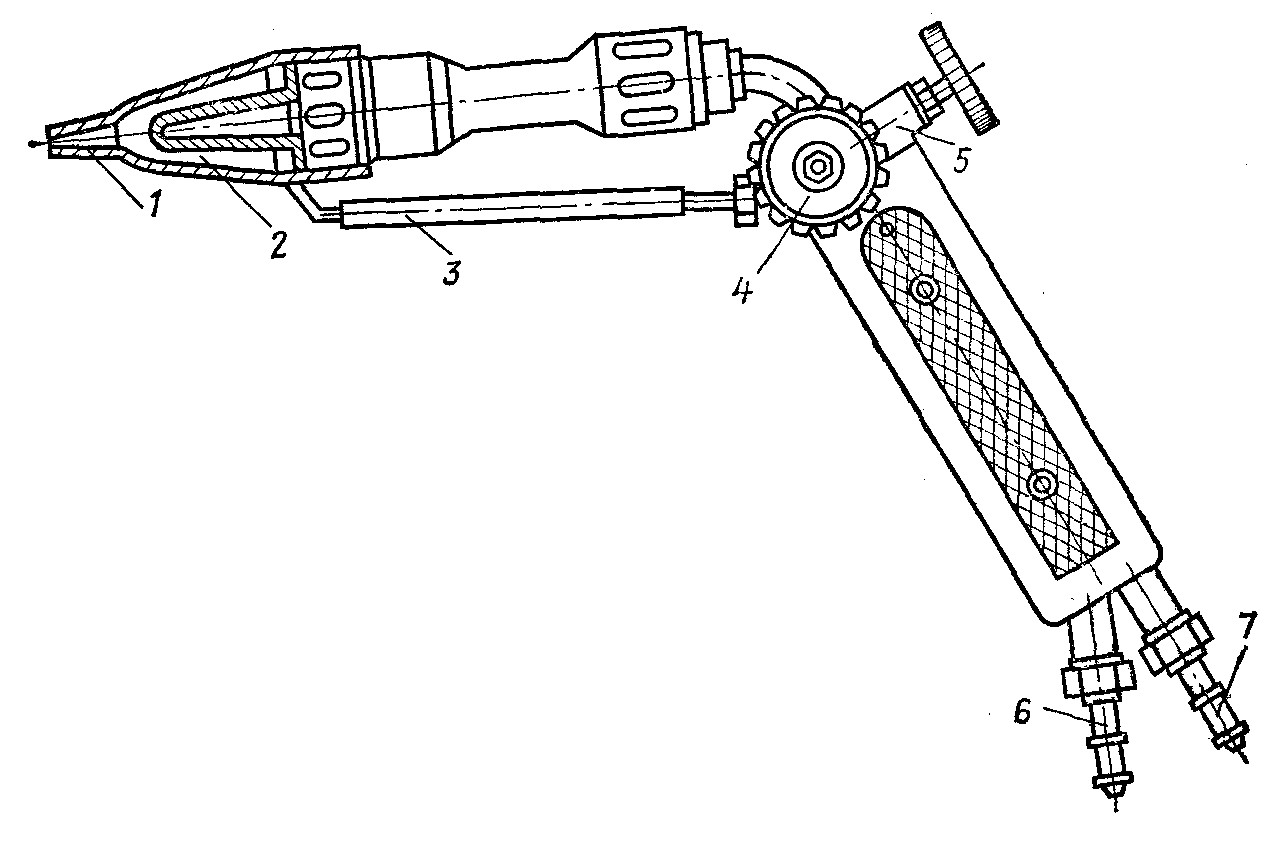
Рисунок 3 – Газовоздушный пистолет:
1 — сопло для выхода горячего воздуха; 2 — нагревательная воздушная камера; 3 —резиновая трубка; 4 — кран для воздуха; 5 — кран для пропан-бутана; 6 — штуцер для подачи сжатого воздуха; 7 — штуцер для подачи пропан-бутана
Разрывы шланга или оболочки ремонтируют с применением поливинилхлоридных заплат или разрезанных манжет.
Заплата изготовляется из пластиката так, чтобы края ее на 1,5— 2 мм перекрывали место разрыва. Заплату по всему периметру приваривают к шлангу, а затем вдоль образовавшегося шва приваривают присадочный пруток, а выступающие поверхности прутка срезают и производят выравнивание шва в месте сварки.
Для ремонта шланга или оболочки с применением разрезной манжеты отрезают кусок поливинилхлоридной трубки на 35—40 мм больше длины поврежденного места, разрезают трубку вдоль и надевают ее на кабель симметрично месту повреждения. Манжету временно закрепляют поливинилхлоридной или миткалевой лентой с шагом 20—25 мм, приваривают конец прутка в месте стыка манжеты со шлангом (оболочкой), а затем укладывают и приваривают пруток вокруг торца манжеты. После приварки обоих торцов манжеты к шлангу (оболочке) снимают ленты временного крепления, приваривают пруток вдоль разреза манжеты, срезают выступающие поверхности прутка и производят окончательное выравнивание всех сварных швов.
По второму способу ремонт поливинилхлоридных шлангов и оболочек кабелей может выполняться с применением эпоксидного компаунда и стеклоленты. Поверхность шланга или оболочки предварительно обрабатывается, как указано выше, и дополнительно на ней создается шероховатость с помощью драчевого напильника. Место повреждения и за его краями на расстоянии 50—60 мм в обе стороны смазывается эпоксидным компаундом К-115 или К-176 с введенным в него отвердителем. По слою эпоксидного компаунда накладываются четыре-пять слоев стеклоленты, каждый из которых также промазывается слоем компаунда.
Временный ремонт шлангов и оболочек в целях предотвращения проникновения влаги под оболочку кабеля, а также для предотвращения вытекания битумного состава из-под шланга разрешается выполнять с помощью липкой поливинилхлоридной ленты с 50 %-ным перекрытием в три слоя с промазкой верхнего слоя поливинилхлоридным лаком № 1. По второму способу временный ремонт выполняется лентой ЛЭТСАР в три слоя с 50 %-ным перекрытием.
Ремонт металлических оболочек
При повреждении оболочки кабеля (трещины, проколы), когда имеется течь маслоканифольного состава на этом участке, по обе стороны от места повреждения на расстоянии по 150 мм от места повреждения удаляется оболочка с кабеля. Снимается верхний слой поясной изоляции и проверяется на влажность в разогретом парафине.
В том случае, если влага отсутствует и изоляция не разрушена, ремонтируется свинцовая или алюминиевая оболочка.
Из листового свинца толщиной 2—2,5 мм вырезается полоса шириной на 70—80 мм больше оголенного участка кабеля и длиной на 30— 40 мм больше длины окружности кабеля по оболочке. В полосе делаются два заливочных отверстия с таким расчетом, чтобы они располагались над оголенной частью кабеля Полоса тщательно очищается от пыли и грязи ветошью, смоченной в бензине.
Удаленные полупроводящий слой бумаги и верхняя лента поясной изоляции восстанавливаются и закрепляются бандажами из хлопчатобумажных ниток. Прошпаривается участок кабельной массой МП-1.
Полосой свинца обертывают оголенное место кабеля так, чтобы она заходила равномерно на края оболочки кабеля, а края образовавшейся свинцовой трубы перекрывали друг друга не менее чем на 15—20 мм. Вначале производят пропайку припоем ПОССу 30-2 продольного шва, а затем торцы трубы подгибают к оболочке кабеля и припаивают к ней.
Для кабелей с алюминиевой оболочкой в месте припайки свинцовой трубы оболочка кабеля облуживается припоем марки А. Заливается муфта горячей кабельной массой МП-1. После остывания и доливки запаиваются заливочные отверстия. На запаянное на торцах место накладывается бандаж из медной проволоки виток к витку диаметром 1 мм с выходом 10 мм на оболочку кабеля и припаивается к оболочке. Отремонтированное место покрывается смоляной лентой в два слоя с 50 %-ным перекрытием.
В том случае, если влага проникла под оболочку или повреждена поясная изоляция, а также изоляция жил, участок кабеля вырезается на всей длине, где имеется влага или повреждения изоляции. Вместо него вставляется необходимой длины отрезок кабеля и выполняется монтаж двух соединительных муфт. Сечение и напряжение кабеля должны соответствовать вырезанному участку.
Марку кабеля для вставки можно применять другую, но по своей конструкции аналогичной вырезанному участку.
Ремонт брони и других элементов кабеля
На открыто проложенных кабелях обнаруженные участки разрушенных бронелент обрезаются и удаляются. В местах отрезанных лент выполняются временные бандажи. Рядом с временными бандажами обе ленты тщательно зачищаются до металлического блеска и облуживаются припоем ПОССу 30-2, после чего провод заземления крепится бандажами из оцинкованной проволоки диаметром 1—1,4 мм и припаивается этим же припоем. Сечение проводника заземления выбирается в зависимости от сечения жил кабеля, но не менее 6 мм2.
При облуживании и пайке бронелент применяется паяльный жир. Продолжительность каждой пайки должна быть не более 3 мин. Временные бандажи удаляются. На оголенный участок оболочки наносится антикоррозионное покрытие.
В тех случаях, когда возможны механические воздействия на ремонтируемом участке кабеля, на него дополнительно наматывается по повиву один слой бронеленты, предварительно демонтируемый с отрезка кабеля с неповрежденной броней. Лента наматывается с 50 %-ным перекрытием и закрепляется бандажами из оцинкованной проволоки. Проводник заземления в этом случае по всей длине перемычки должен быть распушен в целях создания плотного облегания брони вокруг участка ремонтируемого кабеля
В тех случаях, когда токопроводящие жилы не повреждены, а изоляция жил и поясная изоляция повреждены, но в ней отсутствует влага, выполняется восстановление изоляции с последующим монтажом разрезной свинцовой соединительной муфты.
Производится раскопка кабеля до такой длины, чтобы можно было создать достаточную слабину кабеля для разведения жил между собой. После разведения жил и удаления старой изоляции восстанавливается изоляция жил с помощью наложения бумажных роликов или лентой ЛЭТСАР с предварительной обработкой прошпарочной массой МП-1. Устанавливается разрезная свинцовая муфта и пропаивается сначала продольный шов, а затем муфта припаивается к оболочке кабеля.
Указанный ремонт можно выполнять на горизонтальных участках кабельных трасс, где отсутствует повышенное давление масла, так как муфта с продольной пайкой имеет меньшую механическую прочность.
При разрыве жил кабеля на незначительной длине и возможности подтянуть кабель за счет «змейки», выполненной при прокладке, производится обычный ремонт соединительной свинцовой или эпоксидной соединительной муфты. В том случае, если запаса кабеля нет, могут применяться удлиненные соединительные гильзы и муфты. Ремонт в этом случае производится с одной соединительной свинцовой муфтой. Во всех остальных случаях при ремонте токопроводящих жил кабеля применяется вставка кабеля и выполняется монтаж двух соединительных свинцовых или эпоксидных муфт.
Ремонт концевых и соединительных муфт
Необходимость ремонта соединительной муфты или монтаж вставки кабеля и двух соединительных муфт устанавливается после осмотра муфты и се разборки.
В том случае, если пробой произошел с места пайки жилы или с гильзы на корпус свинцовой муфты и разрушение от пробоя имеет небольшие размеры и изоляция не увлажнена, производится последовательная разборка муфты и разборка поврежденной части изоляции Затем восстанавливается изоляция бумажными роликами или лентой ЛЭТСАР и прошпаривается массой МП-1. Устанавливается разрезной корпус муфты, и выполняются все дальнейшие операции по монтажу муфты.
В случае, если пробой произошел в шейке муфты с жилы на край оболочки и изоляция не увлажнена, производится разборка муфты. Затем отрезается участок брони и оболочки на длину, необходимую для удобного разведения жил. Восстанавливается изоляция у поврежденной жилы, и выполняется прошпарка. Устанавливается удлиненный разрезной корпус свинцовой муфты, и выполняются все операции по монтажу муфты.
Если невозможно выполнить удлиненную муфту из-за больших разрушений, то применяется вставка кабеля с монтажом двух муфт по технологии, предусмотренной технической документацией.
В большинстве случаев повреждения в соединительных муфтах происходят при профилактических испытаниях повышенным напряжением. И если к ремонту не приступили сразу же после определения места повреждения, в муфту начинает поступать влага. В этом случае ремонт поврежденной соединительной муфты осуществляется вырезанием дефектной муфты и участков кабеля. Как правило, чем больше лежит в земле поврежденная и не отремонтированная муфта, тем длиннее приходится делать вставку кабеля для восстановления при ремонте кабельной линии.
Концевые муфты наружной установки в большинстве случаев выходят из работы в дождливые периоды времени года или при большой относительной влажности воздуха и, как правило, имеют большие дефекты и разрушения внутри муфты. Поэтому поврежденная муфта обрезается, проверяется изоляция кабеля на влажность, и, если бумажная изоляция не увлажнена, выполняется монтаж муфты в соответствии с требованиями технической документации. Если длина кабеля в конце линии имеет достаточный запас, то ремонт ограничивается монтажом только концевой муфты. Если же запаса кабеля недостаточно, то на конце кабельной линии выполняется вставка кабеля необходимой длины. В этом случае необходимо монтировать соединительную и концевую муфты.
Демонтированные муфты могут использоваться для повторного монтажа. Но для этого необходимо очистить корпус и все детали муфты от сажи, промыть их бензином и просушить.
В концевых муфтах наружной установки с металлическим корпусом 1 раз в год в течение всего времени эксплуатации проверяют уплотнения и подтягивают гайки. Одновременно осматривают контактные соединения и в случае необходимости очищают контактные поверхности и подтягивают болты.
Систематически (по мере надобности согласно результатам осмотра) окрашивают места пайки, швы армировки и уплотнений эмалью ХВ124.
Поверхность концевых эпоксидных муфт наружной установки необходимо в процессе эксплуатации (1 раз в 3—5 лет в зависимости от местных условий) красить эмалями воздушной сушки ЭП-51 или ГФ-92ХС. Окраску выполняют в сухую погоду, предварительно очистив поверхность муфты и изоляторов.
Изоляторы концевых муфт наружной и внутренней установок, а также изоляционные поверхности концевых заделок необходимо периодически очищать от пыли и грязи тканью, не оставляющей ворса, и смоченной в бензине или ацетоне. Более частой очистке должна подвергаться концевая кабельная арматура в цехах промышленных предприятий и зонах с проводящей пылью.
Периодичность протирки и очистки концевой кабельной арматуры на данной электроустановке устанавливает главный инженер местного энергопредприятия.
При разрушении корпуса заделки и выгорании жил в корешке ремонт заделок выполняется так же, как и ремонт концевых муфт, за исключением того, что корпус заделки и детали нельзя использовать повторно.
Ремонт концевых заделок в стальных воронках при разрушении изоляции жил выполняется в следующей последовательности: разрушенную изоляцию жил или пришедшую в негодность (загрязнение, увлажнение) удаляют с жил, сматывают один слой бумажной изоляции, производят подмотку в пять слоев с 50 %-ным перекрытием липкой поливинилхлоридной лентой или тремя слоями прорезиненной ленты с последующим покрытием изоляционными лентами или красками. Вместо указанных лент ремонт может быть выполнен с применением ленты ЛЭТСАР (два слоя) и ленты ПВХ (один слой).
При растрескивании, отслаивании, частичном уходе и значительном загрязнении заливочного состава, особенно когда эти дефекты сопровождаются заметным смещением жил между собой или к корпусу воронки (что может в свою очередь вызываться неправильным положением или отсутствием распорной пластины), следует сделать полную перезаливку стальной воронки.
Старый заливочный состав удаляется (выплавляется), воронка опускается вниз и очищается от копоти и грязи. Производится подмотка нового уплотнения (под воронку), и воронка ставится на место.
Горловина воронки подматывается смоляной лентой, и воронка вместе с кабелем крепится к опорной конструкции хомутом. Проверяется правильность положения фарфоровых втулок. Производится ва-ливка воронки заливочным составом (МБ-70, МБ-90).
Ремонт концевых заделок из поливинилхлоридных лент производится при наличии пропиточного состава в корешке или на жилах, при растрескивании и обрывах лент.
Технология ремонта заключается в демонтаже старых лент и подмотке на жилах новых лент ПВХ или ЛЭТСАР.
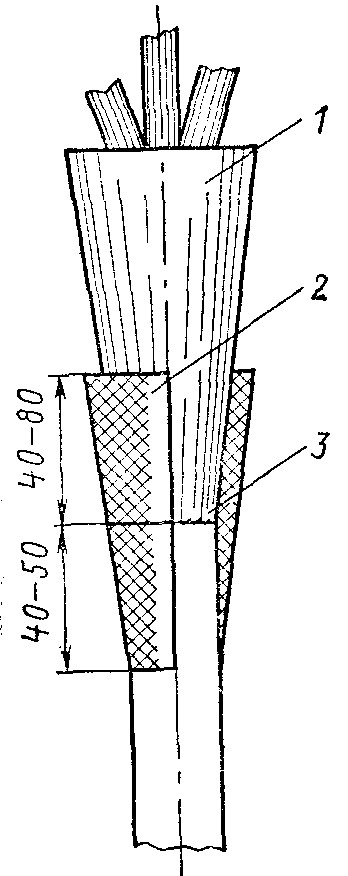
Рисунок 4 – Установка ремонтной формы для устранения течи пропитывающего состава в месте ввода кабеля в корпус заделки:
1 — корпус заделки; 2 — ремонтная форма; 3 — место течи
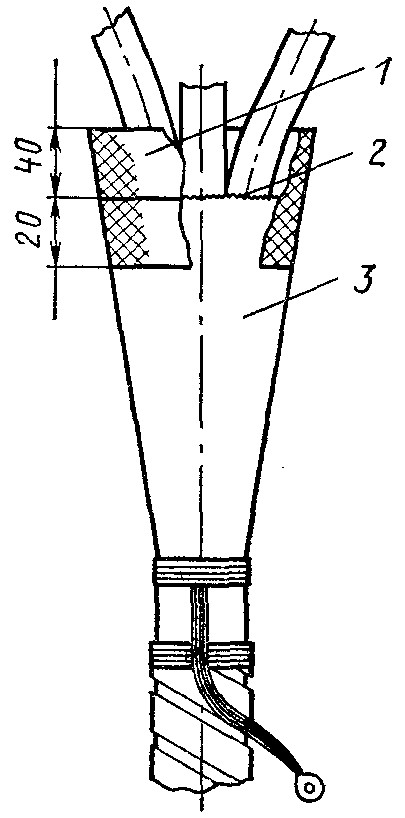
Рисунок 5 – Установка ремонтной формы для устранения течи в месте выхода жил из корпуса заделки:
1 — ремонтная форма; 2 — место течи; 3 — корпус заделки
Ремонт эпоксидных концевых заделок при разрушении подмоток на жилах выполняется с демонтажем старых лент, восстановлением новых лент ЛЭТСАР и дополнительной подливкой эпоксидного компаунда с таким расчетом, чтобы ленты заходили в заливаемый компаунд не менее чем на 15 мм.
При течи пропитывающего состава по кабелю в корешке заделки обезжириваются нижняя часть заделки на участке 40—50 мм и на таком же расстоянии участок брони или оболочки (для небронированных кабелей). На обезжиренный участок корпуса заделки и примыкающий к нему участок кабеля шириной 15—20 мм накладывается двухслойная подмотка из смазанной эпоксидным компаундом хлопчатобумажной ленты. Устанавливается ремонтная форма (рисунок 4), заливка которой производится эпоксидным компаундом.
При нарушении герметичности в месте выхода жил из корпуса заделки обезжириваются верхняя плоская часть корпуса заделки и участки трубок или подмотки жил длиной 30 мм, примыкающие к корпусу. Устанавливается съемная ремонтная форма (рисунок 5), размеры которой выбираются в зависимости от типоразмера заделки. Заливка формы компаундом производится так же, как и в предыдущем случае.
При нарушении герметичности на жилах обезжиривается дефектный участок трубки или подмотки жилы и накладывается ремонтная двухслойная подмотка из хлопчатобумажных лент с обильной обмазкой эпоксидным компаундом каждого витка обмотки или лента ЛЭТСАР в три слоя.
При нарушении герметичности в месте примыкания трубки или подмотки к цилиндрической части наконечника обезжириваются поверхность бандажа и участок трубки или подмотки жилы длиной 30 мм. На обезжиренные участки накладывается двухслойная подмотка из хлопчатобумажных лент с обильной обмазкой компаундом каждого витка подмотки. Поверх подмотки накладывается плотный бандаж из крученого шпагата и также обмазывается эпоксидным компаундом.
- Войдите, чтобы оставлять комментарии