
Выверка и наладка передач, соединяющих валы двигателя и машины, необходимы для нормальной работы электропривода. Они выполняются в процессе монтажа электропривода и заключаются в том, чтобы добиться необходимого расположения электродвигателя относительно закрепленной рабочей машины. Их взаимное расположение определяется видом передач. Различные передачи выверяют различными способами.
Достаточно трудоемкой является выверка непосредственных соединений валов электродвигателя и рабочей машины или механизма с помощью муфт. Для нормальной работы электропривода здесь требуется такое взаимное расположение ЭД и производственного механизма, при котором оси их валов находились бы на одной прямой линии. Подобную выверку передачи часто называют центровкой. Добиться точного выполнения этих требований бывает трудно, поэтому допускаются некоторые отклонения от них. К высокоскоростным электроприводам и жестким соединениям (например, с помощью поперечносвертной муфты) предъявляются более жесткие требования, чем к низкоскоростным электроприводам и эластичным (упругим) соединениям.
Непосредственные соединения выверяют в два приема: предварительно и окончательно. Предварительная выверка может выполняться с помощью металлической линейки (без специальных приспособлений) следующим образом.
Линейку прикладывают ребром к ободу в верхней точке полумуфты на валу машины и проверяют, есть ли зазор между ребром линейки и второй полумуфтой. При наличии зазора под лапы электродвигателя подбивают стальные прокладки толщиной 0,5—0,8 мм до его ликвидации. Если таких прокладок требуется более трех-четырех, их заменяют одной соответствующей толщины, так как большое число прокладок нарушает центровку двигателя при закреплении. Осевое смещение определяют, прикладывая линейку к боковым поверхностям полумуфт, а осевые зазоры устраняют поворотом электродвигателя в горизонтальной плоскости.
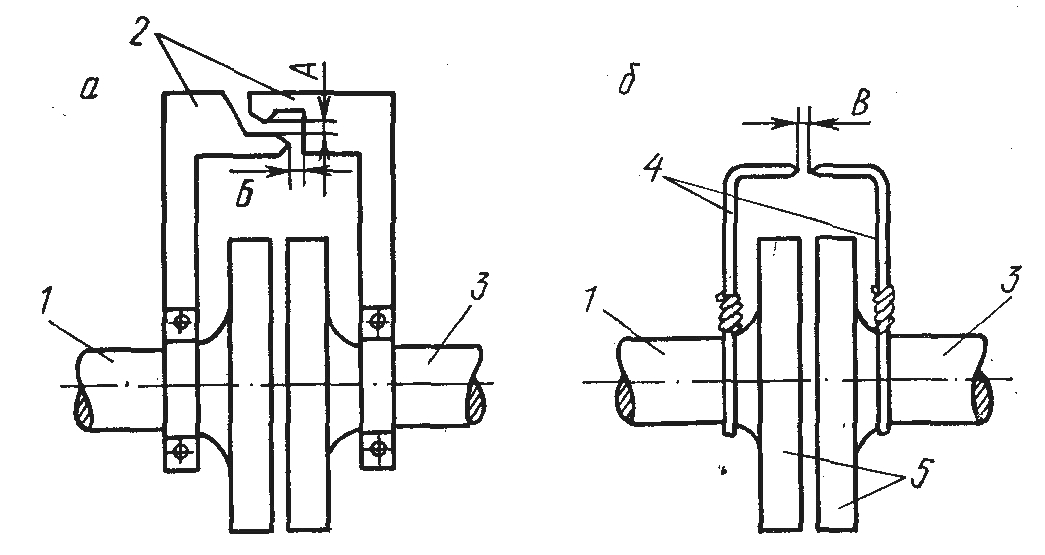
Рисунок 6 – Выверка соосности валов электродвигателя и машины при соединении их муфтами:
а — с помощью скоб; б — с помощью изогнутых проволок; 1 — вал машины; 2 — скобы; 3 — вал электродвигателя; 4 — проволока; 5 — полумуфты.
При высокой точности центровки пользуются специальными скобами, которые закрепляют на ступицах обеих полумуфт с помощью болтов и хомутов (рисунок 6, а). Зазоры А и Б замеряют с помощью щупов в четырех точках по окружности через 90°, начиная с верхней точки. Изменяя положение вала электродвигателя, добиваются равенства одноименных зазоров при любом угле поворота.
Выверку соединений муфтами валов двигателя и рабочей машины в производственных условиях часто выполняют с помощью двух жестких проволок, закрепленных на ступицах обеих полумуфт. Свободные концы предварительно заточенных на конус проволок загибают навстречу друг другу буквой Г (рисунок 6, б). Между остриями стрелок оставляют небольшой зазор (до 1 мм). Обе полумуфты скрепляют болтом (не жестко) и вращают от руки. Изменение зазоров между проволочками в очках 0°, 90°, 180° и 270° замеряют щупом или определяет визуально. При вращении полумуфт добиваются такого положения двигателя в вышеуказанных точках, чтобы зазоры не изменялись.
Электродвигатели с выверенной передачей закрепляет на опорном основании с помощью болтов и гаек и снова выверяют точность установки, так как при закреплении центровка может быть нарушена.
При выверке ременных передач добиваются, чтобы валы электродвигателя и рабочей машины были параллельны, а поперечные оси шкивов находились на одной прямой. Несоблюдение этих условий при плоскоременной передаче приводит к спаданию ремня, а при клиноременной — к преждевременному ее изнашиванию.
В зависимости от межосевого расстояния выверку можно осуществлять металлической линейкой (при малом), либо с помощью нитки или тонкой проволоки (при любом межцентровом расстоянии). При одинаковой ширине шкивов двигатель перемещают до тех пор, пока натянутая нитка не коснется одновременно четырех диаметрально противоположных точек на торцах обоих шкивов. Если межцентровое расстояние небольшое, то для этой цели удобнее пользоваться металлической линейкой, которую прикладывают к шкивам боковой поверхностью (ребром) и добиваются касания четырех диаметрально противоположных точек шкивов.
Если ширина шкивов различная, выверочную линейку прикладывают ребром к двум диаметрально противоположным точкам на торце большего шкива и добиваются, чтобы зазоры между линейкой и крайними точками на торце меньшего шкива были равны половине разности ширины шкивов. В случае, если межосевое расстояние больше длины линейки, то выверить передачу можно с помощью отвесов, переброшенных через поперечные оси шкивов, под которыми натянута нитка.
После выверки передачи электродвигатель закрепляют на опорном основании, передачу закрывают защитным кожухом, обмотки двигателя соединяют по соответствующей схеме и подключают к источнику питания.
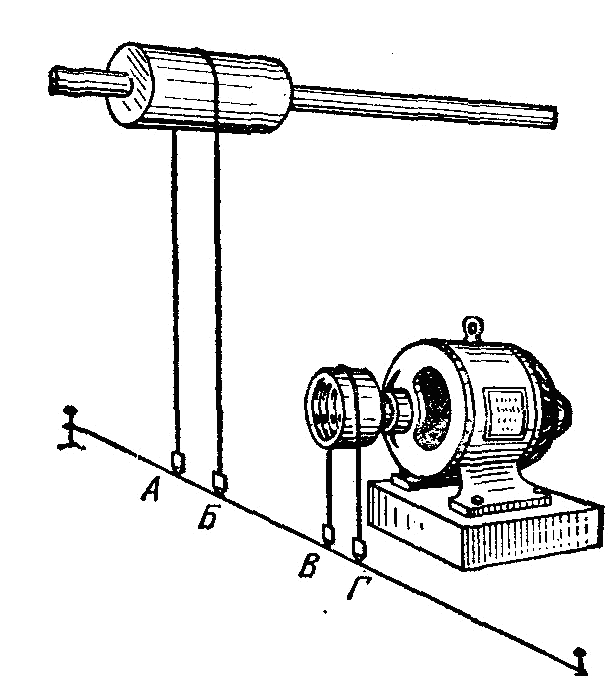
Рисунок 7 – Выверка установки электродвигателя с ременной передачей при разной ширине шкивов
Перед окончательным закреплением выверяют горизонтальное положение двигателя, а также совпадение его оси с осью вала приводимого механизма (выверка линии валов). При ременной передаче такую выверку выполняют с помощью стальных линеек, прикладываемых к торцам шкивов (при одинаковой их ширине). Если ширина шкивов разная, выверку делают шнуровыми отвесами (рисунок 7). От приводимого шкива до пола опускают два отвеса Л и Б и протягивают между ними шнурок, образующий прямую линию. От середины шкива электродвигателя тоже опускают два отвеса В и Г и перемещают электродвигатель до совпадения отвеса его шкива со шнуром.
- Войдите, чтобы оставлять комментарии